
Robots have mastered every position imaginable in the post-pandemic world, from forklifts, trolley haulers, and industrial floor scrubbers in factories to delivery bots on the curb (you can read all about it in our blog- link here).
Human-robot interactions have increased dramatically in factory environments, posing a safety risk. It’s challenging to figure out which technology, solutions, and workplace activities to invest in to get the best return on investment in terms of profit, productivity, and safety. Technology by itself does not always lead to improvements and depending simply on safety measures and education is not the solution.
There is a pressing need for safe autonomous navigation to be integrated as a vital component of the robotics software stack, ensuring that it is not only robust and efficient but also functionally safe.
Functional Safety Standards
The underlying notion behind functional safety is that the whole system should be dependable even if something unexpected happens. IEC 61850 has evolved into many safety standards for various applications (Read about Functional Safety for Automotive – link here).
An operator or manufacturer of automated guided vehicles or automated guided vehicle systems (multiple automated guided vehicles) must comply with the specifications of ISO 3691-4:2020. This standard establishes how to assess the automated operations of the vehicles and provides the standards for safety functions. The required performance level for vehicle monitoring functions, different operating modes, and the brake controller are also specified. Both The American National Standards Institute (ANSI) and the Robotic Industries Association (RIA) recently released a new safety standard – for Industrial Mobile Robots – Safety Requirements ANSI/RIA R15.08-1-2020 (R15.08) that outlines safety requirements for various types of mobile robotic systems, including AMRs. R15.08 further clarifies the concept of an ‘AMR’ and distinguishes between other sorts of mobile robots, which is essential for R15.08 to work properly.
Implementors of Safety Standards
AMRs promote a safe workplace by defining collision-avoidance procedures, establishing safety zones, and obstacle detection, as well as restart intelligence. However, these are contingent on the robot maker, integrator, and owner having a thorough understanding of what constitutes a safe working environment.
It’s vital to keep in mind that purchasing a safe robot from a robot manufacturer is merely the first step in increasing workplace safety and lowering risk. When integrating robots into processes, the robot owner and integrator must collaborate to verify that AMRs can be utilized safely.
The robot’s owner is responsible for purchasing a robot that is deemed safe and follows current safety norms and standards. This necessitates the robot owner’s knowledge of workplace safety risks and dangers, as well as how AMRs may be integrated into the workplace and the best approach to train personnel on how to interact with and operate AMRs.
The robot integrator is in charge of evaluating the entire workspace or system to ensure that AMRs are safe to use. This includes knowing how elements like entrances, other equipment, high-traffic zones, transfer points, and other system aspects affect AMRs’ capacity to function properly.
Environment
As previously stated, the operating environment, like AMR’s built-in safety measures, plays a critical part in keeping humans safe from unintended harm. Hence, understanding what constitutes safe operation and how AMRs fit into it is crucial.
For the AMR to operate in a factory workplace, the environment can be separated into distinct zones as below:
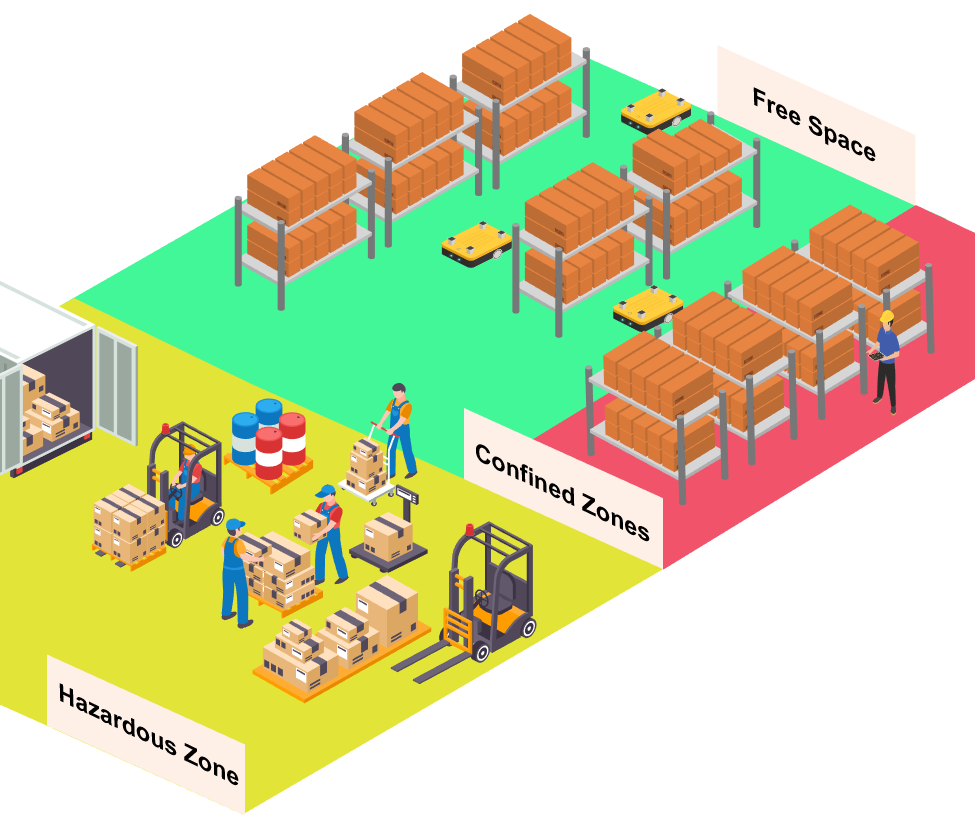
- Free space of a factory workplace refers to the area where the mobile platform can plan a path
- Operating Hazard zones – spaces with insufficient clearance. These are regions where the clearance between the sides of the AMR (or front/back of the AMR) and a barrier, such as a wall, is insufficient to allow a person to escape and could lead to a crushing hazard between the AMR and the hindrance (less than 500 mm). It might also be a location where AMR’s detecting equipment is ineffective. These zones must be properly marked with appropriate signage or, preferably, floor markings. The AMR’s speed in this operating danger zone must comply with ISO 3691-4, and it must transmit extra audible or visual warnings.
- Load Transfer Zones – These are the stations where loads are transferred. When load transfer stations are located outside of restricted or constrained zones, they must be constructed to protect people from being injured by the AMR’s rigid components or its cargo.
- Confined Zones— At any speed, these are zones with insufficient clearance and where the AMR detecting devices may be bypassed. The limited zones must be identified and surrounded by fixed guards and are at least 2.1 meters tall.
- Keepout zone or Restricted zones or No-go Zones–
Zones that are not part of the public domain (public domain is where the mobile platform can plan a path). These are zones with insufficient clearance that are not covered by the AMR detection devices’ monitored space (monitored space is the volume around the AMR that perception systems can monitor). Only authorized individuals are permitted to enter.
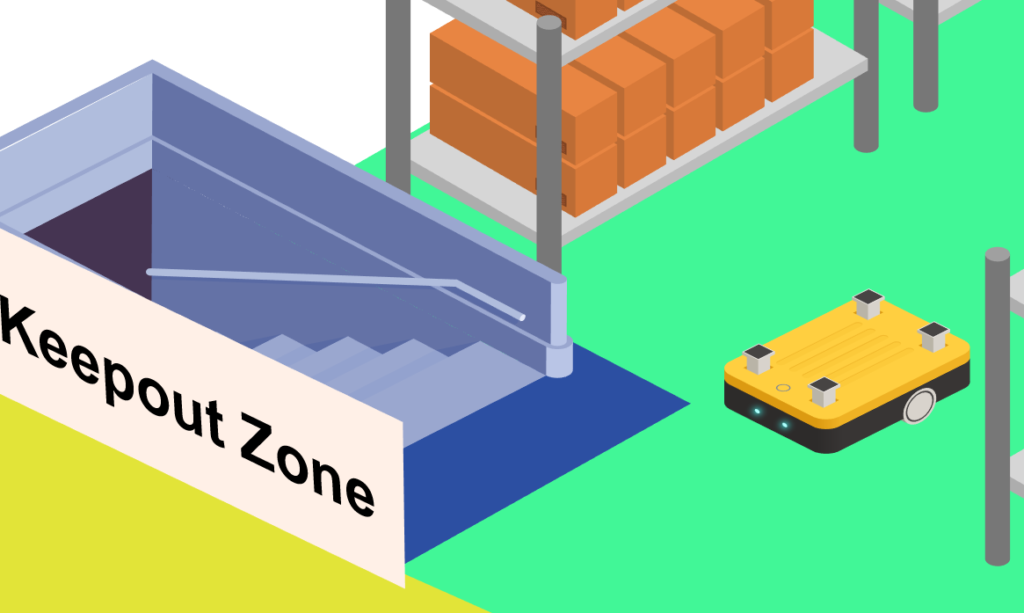
Keep out zones that are inside the AMR’s working area are commonly associated with fall hazards. These are some of the dangers:
- The edge of a loading dock or ramp.
- Entrance to downward stairs.
- Any other vertical drop that exceeds the AMR’s maximum step height.
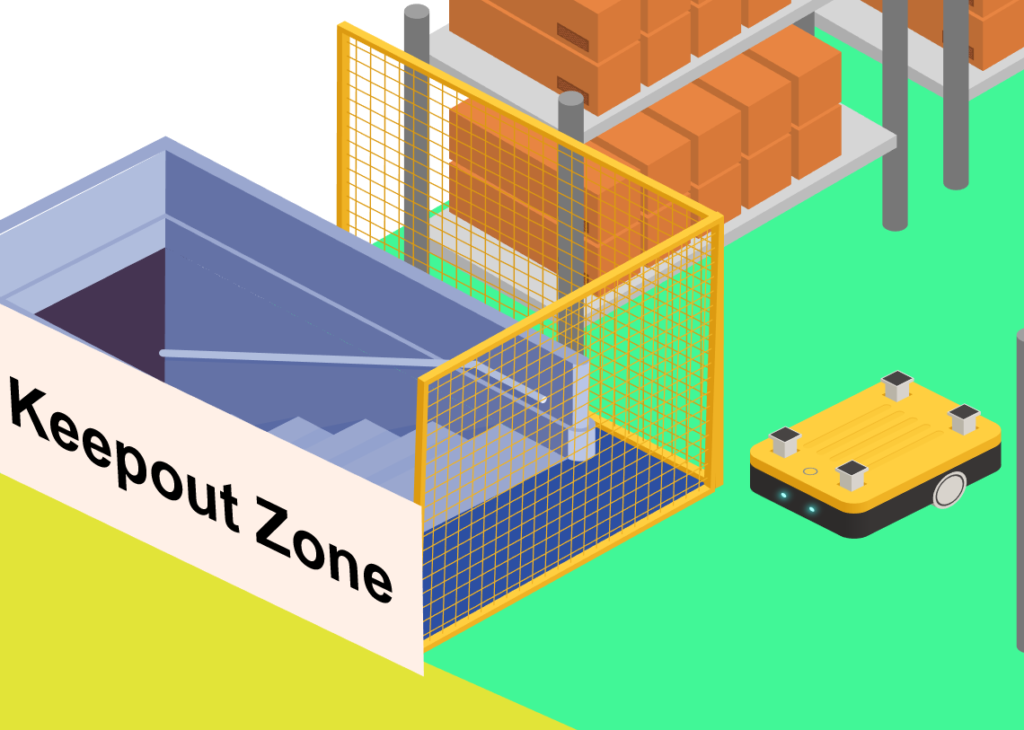
There are areas where it is unsafe for the AMR to operate which are termed as Environmental Hazards.
Physical obstacles like barriers that the AMR can identify correctly with its scanning laser to prevent it from driving near the hazard, are used to limit this risk. A barrier must be sturdy enough to withstand a fully loaded AMR traveling at its maximum speed, in addition to being immediately identifiable.
Virtual Fence
One of the most useful safety features used is logical barriers or virtual fencing – a technique used to set up an invisible barrier in the real world to prevent AMRs from closely approaching a fall hazard and avoids planning a path around the virtual fence. They are generally represented as an image file but they will only work if the AMR has access to your environment map, which you can generate with an image editor and share with the robot. This allows robots to be restricted from wandering off in certain sections of your warehouse and remain in others, which is especially useful when you want them to continue working in a primarily mapped area.

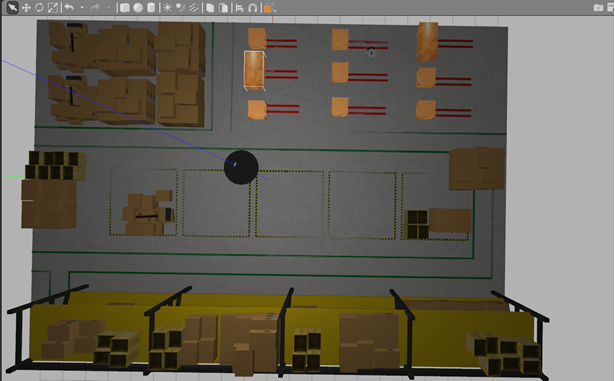
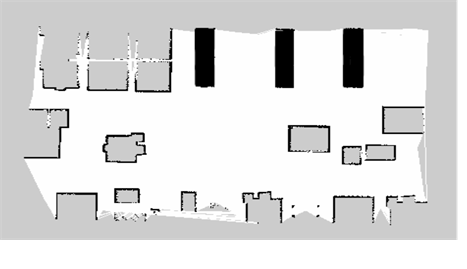
Typically to enable autonomy, AMRs require a map of the operating environment to navigate safely. These maps are built using Simultaneous Localization and Mapping (SLAM) algorithms such as Gmapping, one of the popular open-source algorithms developed by OpenSLAM. The gmapping package is a ROS wrapper of Gmapping which generates a 2-D occupancy grid map using 2D laser scan or Depth Camera and Robot Wheel Odometry. The generated maps are stored as grayscale images in Portable Gray Map (PGM) format by default.
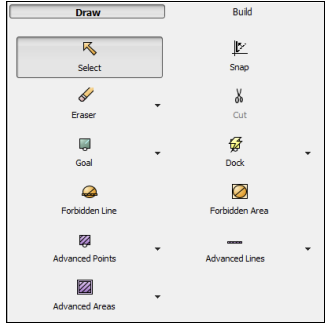
The popular mobile robotics company, OMRON Robotics uses Mobile Planner software which is the control center for creating maps, managing robot configurations and so on. Using their UI based tools, a user can add forbidden zone or virtual zone to the map.
Here, let’s look at how we can use ROS costmap2D plugins to create a virtual obstacle layer in the global costmap and Rviz plugins to map the mouse/touch event which can then be used for marking the obstacle information on the map.
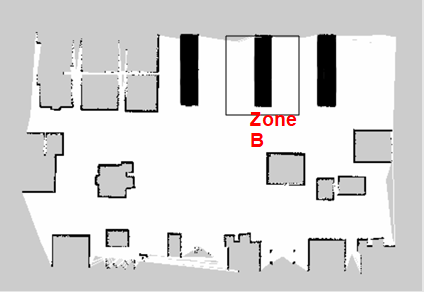
As AMRs are dependent on the map of the warehouse environment, any restriction in the area i.e. the area it shouldn’t navigate has to be shared with the AMR beforehand. One such common approach is to add restriction zones to the map by modifying with any image editor as the maps are represented as image files. For example, ROS2 Navigation2 stack uses keepout zones using the Keepout Filter costmap filter plugin.
In the keep out zones, we can restrict the robot from planning paths through certain areas of the map by drawing a line across the region as shown below (Zone B).
However, the above method has a few drawbacks: the developer/user has to 1. manually edit the map file and rerun the navigation stack 2. validate whether the added virtual zone is marked correctly or not (editing configurations file) and 3. can’t edit the map on the go as per the warehouse operations requirements.
The above method is not efficient from a user point of view and each time a change is required, it has to be done manually by the end-user. To tackle this challenge, we at Ignitarium implemented a virtual fence zone using the custom costmap2D plugins where the user can update the map with the virtual obstacle zone from the Rviz tool. Our approach maps the coordinates value of each mouse click (left or right) or touches event on the map to cell value where we set the cost of the cell as either LETHAL_OBSTACLE or NO_INFORMATION accordingly.
A demo of real-time path planning of a mobile robot influenced by Virtual Fencing can be seen in the below video. Note how the mobile robot maps its path dynamically as the obstacles in its previously planned path keep changing.
This feature can be easily migrated to web-based or smartphone-based applications.
Virtual Fencing is also useful in areas of high traffic which includes other moving vehicles such as fork-lift trucks or autonomous moving machines where the risk of a collision is very high. Also, when the factory workplace requires sanitization (AMRs cannot be deployed in unclean environments as it violates their intended use), virtual fences could be setup around the area until the maintenance work is completed.
Other use cases of Virtual Fencing
The most popular consumer robots which implement and use the virtual fencing feature are lidar based vacuum cleaning robots.
Agricultural farming robots and aerial drones in an outdoor environment rely on global positioning systems (GPS) for marking landmarks in the map for virtually fencing their environments, thus protecting the robot from any collision with humans or from any other dangerous objects.
Conclusion
The next 10 years will be crucial for manufacturing, and an organization’s success will depend on its ability to handle the shift from traditional production to Industry 4.0-style automation. Employee safety must not be overlooked in the enthusiasm of releasing robots from their cages so they may work alongside humans. Although unforeseen dangers are possible even with safety safeguards in place, they may be avoided if workers are adequately taught on the robotic system and the robotic integrator has fulfilled all project requirements, such as appropriate installation, programming, and risk assessment.
Safety in the factory set up is as critical as component preparation or end part quality. Safety as a culture must be established at all levels of a business.
























1 thought on “Enabling safety in workplaces with mobile robots using Virtual Fencing”
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me? https://accounts.binance.com/sl/register?ref=OMM3XK51