
All industrial work on factory floors was previously done by humans, which was a good enough strategy at a time when the necessity could be met with human speed. However, because of the exponential increase in daily output, the industry’s demand for robots is at an all-time high. Specifically, cobots i.e., robots that work alongside humans to enhance productivity are being increasingly deployed.
As robots and humans must work together in a restricted space to perform similar or complementary functions on the new shop floors and logistics hubs in a never-before setting, safety for both robots and humans must be reimagined, planned and implemented. Our focus in this blog will be safety around mobile cobots.
Collaborative Robots
A collaborative robot, often known as a cobot, is a type of robot that is designed to interact physically with people in a shared workspace.
Edge computing advances have made collaborative robots more adaptable and easier to construct than ever before. Increasing flexibility allows collaborative robots to automate a broad range of new jobs and applications. Collaborative robotics elevate operations to new heights. They collaborate with humans to strike a balance between flexibility, efficiency and safety.
Use Cases
Although they are a relatively recent development in robotics, there is already a large range of them being used. Their quick product innovation has been fuelled by their initial success across a wide range of applications. We list down a few key ones here:
- In warehouse and fulfilment operations, collaborative logistics robots may increase productivity, reduce unnecessary movements, minimize cost on staff, and improve overall facility safety. Assembly, inspection, material handling, and packaging are the most prevalent applications.
- In quality inspection applications, they are used to discover faults and system integrity.
- They are used in the transportation and energy industries to examine machinery and systems to ensure safe, reliable operations.
- In manufacturing, they are commonly employed to conduct visual inspections on products and assemblies at various phases of the manufacturing process
- Their adaptability, strength and speed make them an asset in packing and palletizing applications. They can be reconfigured and redeployed to meet a variety of payload needs. They can lift heavy payloads quickly, reducing cycle times, increasing box stacking rates, and improving dynamic performance.
Safety Standards
As the industry has developed, so have the standards for safe operations. ANSI and ISO are international standards that are followed in the sector to keep them on par with other industries and to guarantee that safety and efficiency criteria are satisfied. The Robotic Industries Association (RIA) is a trade association dedicated to the robotics sector in North America.
In 2011, ANSI/RIA R15.06 was modified, and the combined ISO 10218-1 and ISO 10218-2 safety requirements are now seeing a nationwide adoption. ANSI/RIA R15.06-1999 is the foundation for ISO standards. The needs of robots and the integrated applications are covered in this Technical Specification for collaborative robotics.
The specifications for robots are contained in ISO 10218-1, which includes those with optional features to enable collaborative applications. The safety criteria for both collaborative and non-collaborative robot applications are found in ISO 10218-2:2011 and ISO/TS 15066. The robot application consists of three parts: the robot, the end-effector, and the workpiece.
Collaborative material-handling robots are growing more capable as technology progresses. Human employees can not only work alongside material handling cobots, but new exoskeleton technologies also allow them to be worn by people. Human safety has grown more crucial as a result of this intimate human-robot engagement.
Dynamic Workspace
Be it in shop floors or logistics hubs, cobots are always deployed in a dynamic environment.
A typical manufacturing floor is buzzing with activity 24/7. Given the large number of individuals present, undesirable objects, garbage, and other obstructions may be encountered, cobots should be able to identify obstructions in their route and either come to a halt until the obstruction is removed or emit warning strobe lights and a siren to alert the operator. Due to their silent operation, the chances of humans anticipating a cobot in their way during fast movement are slim. Collisions with fallen objects and debris are also possible, which could result in an accident if the robot is unable to recognize obstacles and stop.
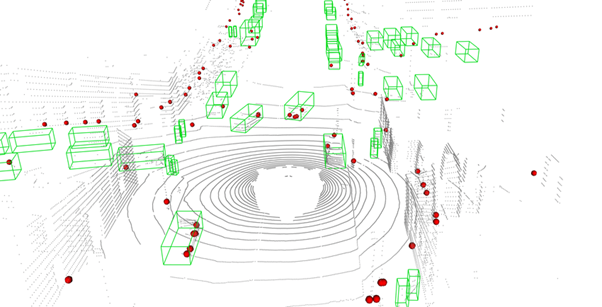
Cobots navigate through the busy factory floors using maps that are generated beforehand using some SLAM algorithms. These maps are heavily relied upon by the cobots for their understanding of the surroundings. However, this approach has a gap – as the environment is dynamic, there are chances that objects could be misplaced from the time the map was generated or there could be fallen objects in the mapped path which are too small for the cobot’s LIDAR to detect and update the cost map (read our first blog in the Safety Series here to learn more about this).
Another variable to consider is the varying size/shape of the payload the cobot carries. This also determines the path the robot chooses to follow – if the robot with a large / odd-sized payload chooses a congested path, it could result in the impact of the payload with walls or the neighbouring objects.
Considering the above uncertainties, the cobot must be compliant with safety regulations before being deployed in an area with unrestricted human mobility.
A few common hazardous situations are stated below-
- Factory floor with humans passing by
- Fallen objects in the path
- Misplaced objects
- People blocking the way
- The large load carried without hitting sidewalls
There are multiple ways by which we can achieve safety of robots as the humans moving around it. Below are a few methods by which these safety criteria could be met in a dynamic factory floor scenario.
1. Safety Robot Grid
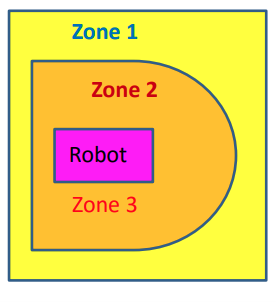
One of the methods is to restrict the robot from going to such highly dynamic and safety-critical areas using a virtual fence (read more on the previous blog) or we could use the concept of a safety bubble. Safety bubble is the concept by which we are creating a moving fence around the robot which acts as an invisible barrier by which anything that crosses this barrier triggers the robot to halt and wait for the object or human to regain its task.
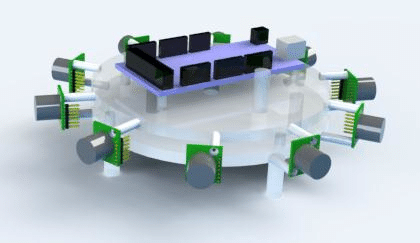
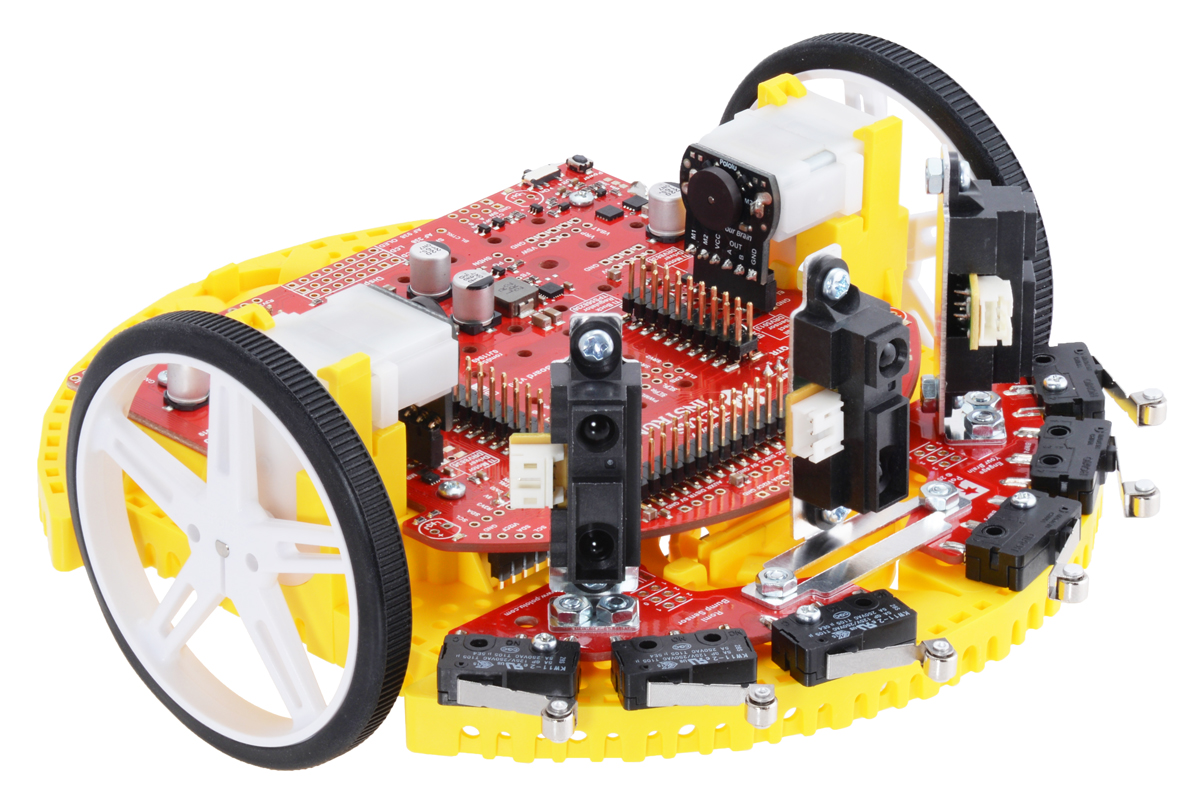
a. Sensor array
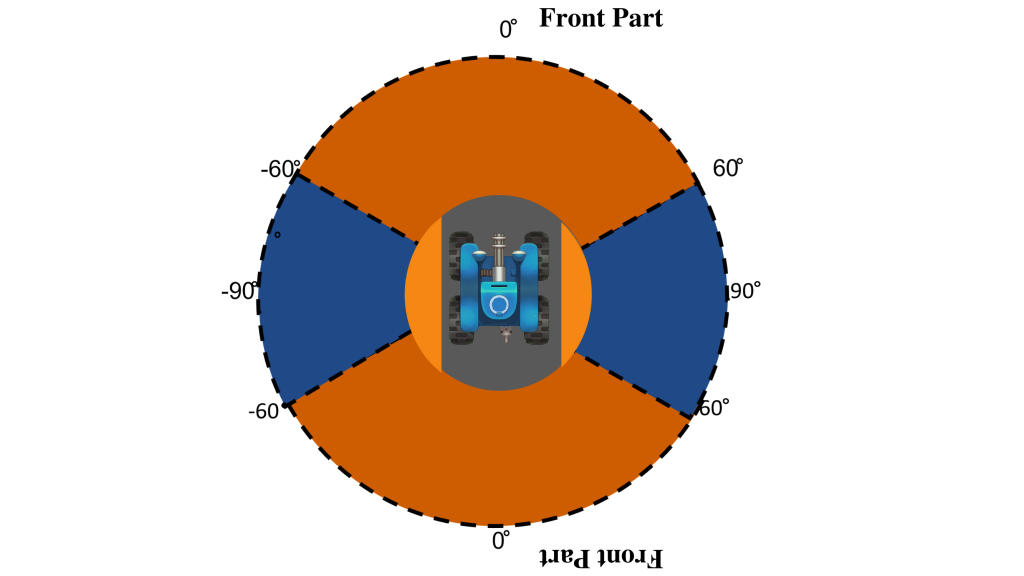
The sensor array is one of the efficient methods by which we can achieve the safety bubble concept on the robot. In this method, a set of proximity sensors are placed around the robot pointing at every 45-degree angle such that we can monitor 360 degrees of the robot.
Here in this method, we can have a fixed bubble or a perimeter around the robot that acts as the fence for it. Altering the range of the proximity sensor can decide on the size of the safety bubble. As we can have multiple proximity sensors at close angles, we can also decide the bubble pattern by altering the range of each proximity sensor individually for creating custom patterns other than a circle by altering all the proximity sensor range identically.
The limitation of this system is that the robot cannot anticipate the barrier breach before it happens as the proximity sensors only trigger when the object has breached the fence. In a minimal human interaction workspace, this method is sufficient to achieve the safety criticality.

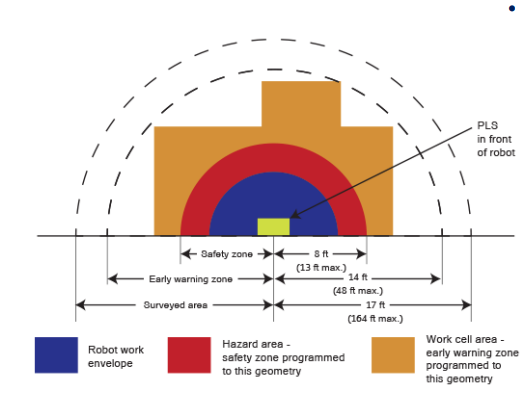
b. 4-point Radar system
The limitation of anticipating the barrier breach in the previous method could be overcome by evolving the sensory system into 4-point radar system where the robot could anticipate the barrier breach and analyse the object to decide if the object would come in the way of the robot. Different radars operating in the 76GHz to 81GHz band that can detect objects efficiently, can be considered. The data captured by the radar could be used to analyse the trajectory of the moving object and decide if the object could be moving in the direction of the robot or it is a safe moving object. Depending on the trajectory mapped by the robot it could decide to slow down, halt or move without considering the object. This sensor methodology drastically improves the adaptive behaviour of the robot making it more intelligent and safer to be deployed in a more dynamic environment.
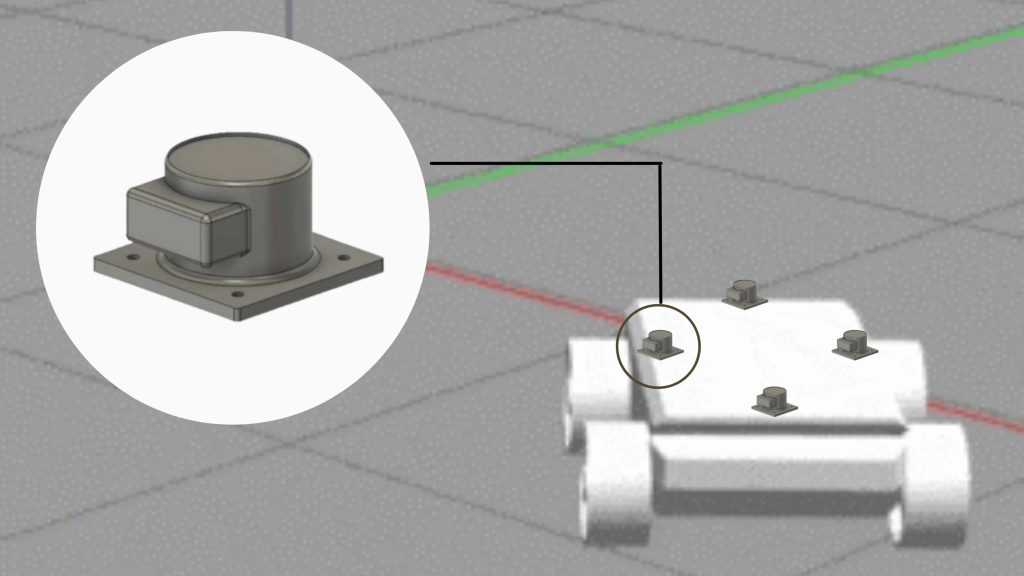
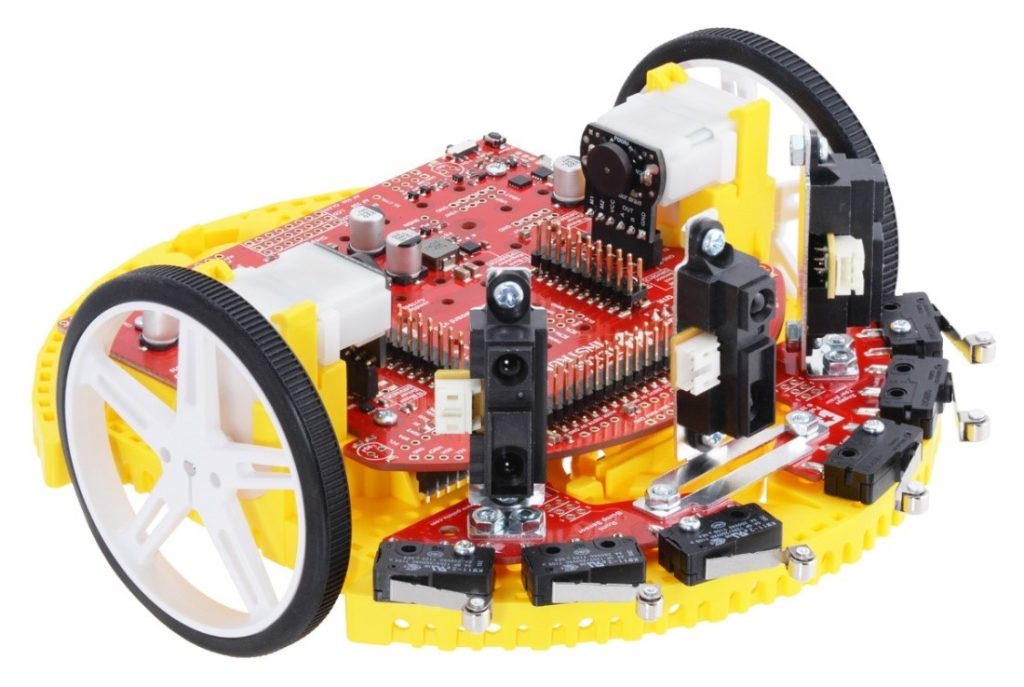
c. Bumper System
According to the safety criticality of the system, the norms suggest having redundant systems to make the system more safety compliant. As the last set of safety measures, a bumper switch could also be included such that any object that accidentally breaches the safety bubble due to some reason could also be detected. The bumper switch is placed such that it is spring-loaded with a limit that gets activated soon as any object hits the bumper triggering an emergency stop and giving out an emergency warning to the operator. The bumper switch is the most robust and fail-safe method which is deployed as the second redundant safety switch.


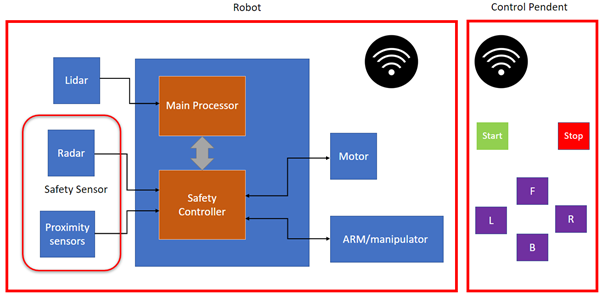
2. Safety Co-processor – Secondary independent safety system
While placing multiple sensors around the robot and collecting surrounding attributes is the first stage of safety implementation, processing the data collected is an equally important second stage.
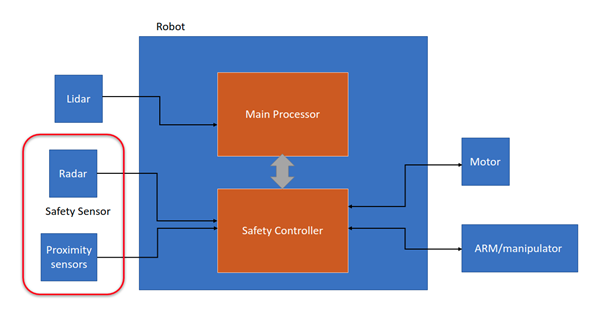
The normal working and autonomous navigation would be handled by a processor within the robot which would be used to implement robot safety too. There might be situations when we could have processor failure leading to disaster as the safety of the system is also handled by the same processor.
Hence for a more robust and reliable safety system, we need to implement a second independent safety system. In this system, the safety-related processes are handled by an independent controller like the safety MCU. The safety control system is implemented such that it works without relying on the main controller or the processor which has more processing cores capable of achieving more demanding tasks. Having the sensor array and safety-related actuators connected to this control makes the system more robust. Even if the main controller halts due to some reason, the safety controller is unaffected by it, and robot safety is not compromised in any manner making the system safe to be deployed in any working environment.
3. Emergency STOP
Automatic equipment, such as industrial robots, are unable to predict all probable workplace scenarios, and the narrower the working space between the human operator and the robot, the greater the risk of human damage. Unwanted consequences may result from a lack of superior environmental awareness. Emergency stop, often known as E-Stop, is one of the most effective ways for a human to actively interfere in a robot’s movement and halt it.
An external emergency stop push button or an output from the safety controller of external equipment can activate the emergency stop feature. If a non-safety, controlled, or operational halt is required, a separate pushbutton can be used to initiate thE-Stop. The E-Stop should only be used in an emergency. Motors and brakes are subjected to stress and wear during emergency stops. These components are built to withstand a limited number of emergency stops before requiring component replacement and/or service. Each stop input will be linked to one of the control box’s terminals. All safety I/O are connected in pairs, and redundancy is mandatory. The functional safety performance of series connections is discussed in ISO 13849. The ISO/TR 24119 standard covers the fault-masking of interlocking device serial connections. The E-Stop button is featured on the control pendant, allowing the remote user to quickly bring the robot to a completE-Stop in the event of a risk that the robot may miss.
There can be two options given to the E-Stop
- Soft stop
- Hard Stop
Soft Stop
The E-Stop switch in this arrangement just functions as a pause button on a music player, and the robot remembers its position, tasks in progress, and all other configurations. The robot can resume its route and operations after the E-Stop condition is lifted under the supervision of an operator. As a monitored standstill, power and position are maintained. This mode of operation is classified as Stop (IEC 60204-1) 2.
Hard stop
The E-Stop abruptly shuts the supply and brings the robot to Hard stop in this arrangement. The robot duties and other relevant details are reset once the E-Stop button is pressed, and the robot must be directed back to its home position by the supervisor. This is more secure and safe since the robot cannot resume the work it was performing if something goes wrong. Enhancing the system’s safety and dependability, as well as its least likely to fail. The mechanical brake is engaged when power is terminated. This method of operation is classified as Stop (IEC 60204-1) 1.
The scope of your application project and the amount of risk connected with it determine how inputs are used. There are several standards relating to robot safety, including ISO 10218-2, which discusses safety requirements for industrial robots, ISO/TS 15066 on collaborative robotics, ISO 13849-1 on safety-related aspects of control systems, ISO 13850 on emergency stop function, and many other standards are designed to bring the industrial robot ecosystem safer.


4. Assisted Manual Control
The Cobot’s scope and applicability differ from one workplace to the next. There are scenarios in which these cobots serve as an assistant to the operator. These cobots are built to handle huge loads and reduce the amount of labour needed to move bulky goods like stacks of boxes. The cobot’s control is totally confined within the operator’s pendant in this scenario. This approach is a cause for several safety concerns.
The suggested approach prevents the operator from taking direct control of the robot until redundant safety latches are enabled after warning signals. The user is given a pendant to give control signals to the cobot during the Assisted manual control mode. The pendant’s control signal is piped into the processor, and the motor controller signals are routed into the safety controller, which evaluates the environment to verify if the provided control command is safe to execute.
There is a chance that the user might drop the pendant and send out incorrect signals; the user may not see an obstruction in front of it or adjacent to the cobot that is carrying a heavy load. The safety controller can analyse the surroundings to verify that the situation is favourable for the provided control signals to be implemented. Because of this approach, even if the user intends to deliberately hit any object or damage the cobot, the cobot is intelligent enough to protect itself from undesirable events that occur as a result of the user’s misconduct.
There may be times when the user needs complete access to the robot in order to repair it or perform some specific tasks that necessitate lifting this safety rim. In such situations, the user can activate a redundant safety latch that produces warning signals for each latch, ensuring that the operator is fully aware of the situation and the potential implications of the action, creating a safe working environment for robots and humans alike.
5. Virtual Safe Net
It’s considered a good practice to alert the robot to the presence of a person ahead of time, so it can prepare to engage at a later point.
The concept of beacons is the simplest way to warn the robot to the presence of a human. Just as airplanes and ATC utilize beacons to send each other short messages, we can use beacons for communication in the workplace. A wireless transceiver device and an RF tag could be implanted into helmets with a charging port exposed at some point. The helmet is equipped with warning lights and annunciators to provide the user with timely notifications. The helmet can be made into an ID card for the user, ensuring that no one enters the workplace without one.
The RF tag on the helmet connects to the workplace network and emits beacons to alert surrounding workers and robots of his location.
With the use of beacons and RF tags, robots can identify the objects in front of them as humans or static field objects and take appropriate steps for the safety of humans and robots. During robot repair or loading, the robot is made aware that it is in an area where humans are present and that it is not advisable to make sudden or drastic movements. As a result, the robot can be configured to send out warning signals and messages to the nearest human present who is in the robot’s path.
A fully integrated system expands the possibilities for fleet management and human, robot identification and tracking within the warehouse, enhancing workplace safety.
Conclusion
The complexity of the work environment of robots is growing as the requirement for quick delivery of end products is increasing drastically. Safety of humans and the robot itself is becoming more and more relevant as the robots are now closely working alongside humans to increase the daily throughput.
New and more intelligent safety systems are being developed and deployed in the industry to improve the overall system to a near-perfect ecosystem where robots and humans can work safely alongside each other thereby increasing the adoption of cobots in the 21st century.
At Ignitarium, we enable safety by combining data from several sensor modalities, such as one or more cameras, radars, and Lidar sensors, and employ sensor fusion techniques to achieve the best results. We use strict Functional safety-compliant hardware and software development processes with our TUV certified FuSa specialist team. Customer products are enabled up to ASIL-D and SIL-3 systems. We provide Gap Analysis to identify software module gaps, Pilot Functional Safety Projects to modify implementations based on detected gaps, and so on. The future has already arrived, and we are working to make it a reality.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}